














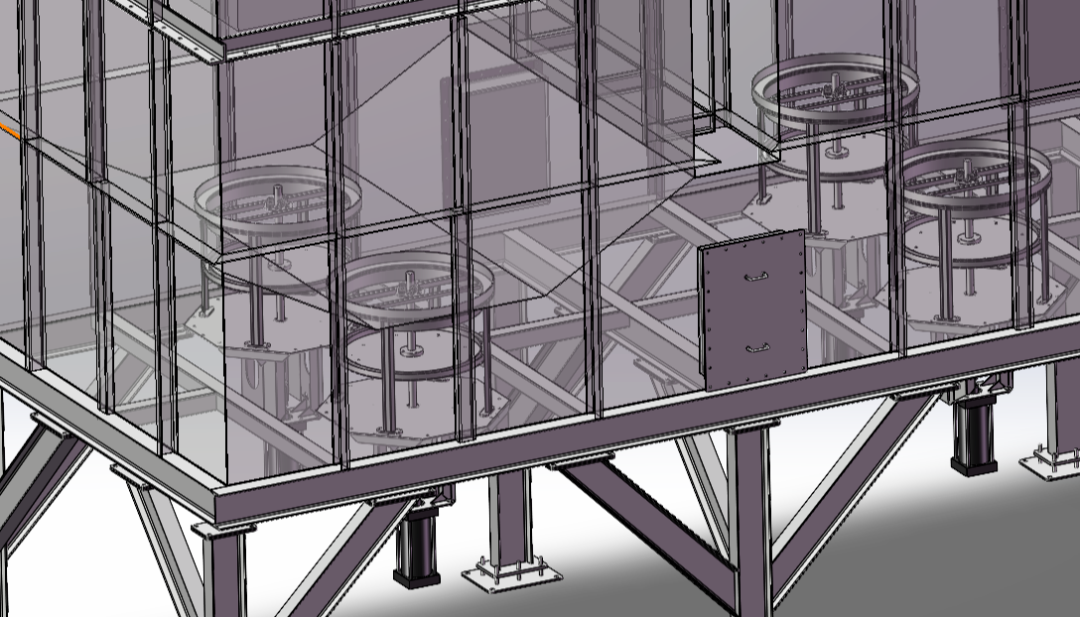
RTO的核心部件——阀门
在蓄热式热氧化炉(RTO)的VOCs治理体系中,阀门系统是当之无愧的“心脏”部件。其不仅承担着每80秒一次的气流高频切换任务,还直接决定了设备的热回收效率、VOCs分解率与长期稳定性。一旦阀门失效,将导致热回收率骤降、排放超标,甚至引发安全风险。
01 为什么说阀门是RTO的“心脏”?
RTO的核心原理是“蓄热换热+高温氧化”,而阀门系统正是实现这一过程的动力中枢:
1. 控制气流精准切换:通过周期性切换进气、出气和吹扫通道,使VOCs废气交替进入不同蓄热室,完成“吸热-氧化-放热”的循环。阀门切换的精准性直接决定了蓄热体的热量回收和利用率,进而影响RTO的能耗水平。
2. 可靠密封,确保废气经处理后排放:若阀门存在泄漏,未处理的高浓度VOCs废气会直接混入净化后的排气中,导致排放超标,同时高温烟气的窜流会降低热回收效率,增加运行成本。
承担着重要作用的阀门,需要每小时内完成45次切换,年动作次数约达40万次。这种高频机械运动和高温腐蚀的双重考验,使阀门成为RTO全生命周期中最易失效的部件之一。
02 提升阀与平推阀为何是RTO的优选?
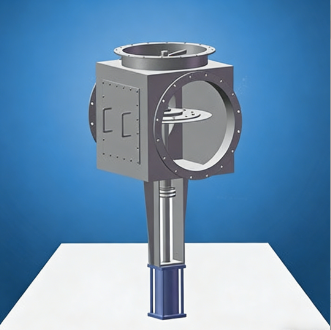
提升阀:
1. 密封面无旋转磨损:垂直升降直线运动,密封面仅承受轴向压力,避免了旋转阀的周向磨损,可使密封面寿命提升3-5倍。
2. 冷热分离设计:阀体布置在低温区,仅阀板接触高温烟气,大幅降低了阀体热变形风险,确保密封面形位公差长期稳定。
3. 维护便捷性:密封面外露设计,可快速进行点检、研磨或更换,无需拆解整个阀体。
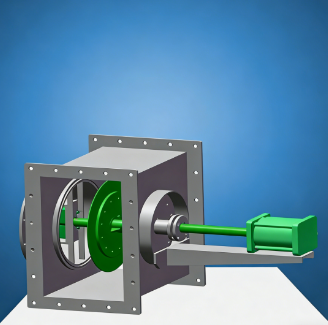
平推阀:
1. 密封面接触更均匀:通过水平平移实现密封,密封面接触面积大且压力分布均匀,在高温膨胀时仍能保持良好贴合,泄漏率可稳定控制在1%以下。
2. 抗颗粒冲击能力强:阀板运动方向与气流方向垂直,可有效阻挡废气中的粉尘颗粒对密封面的冲刷,适合高尘工况。
3. 驱动负载更稳定:平推式驱动受力平稳,不易出现卡滞,尤其适合大口径阀门的高频切换场景。
03 阀门本体设备优化
要实现长期低泄漏,需从阀门本体的设计与制造环节系统性优化:
1. 密封面的精密加工与硬化
阀座/阀板采用耐热钢基底,表面堆焊钴基硬质合金,硬度可达HRC45以上,耐磨性能较普通材质提升5-8倍。密封面平面度控制在0.02mm以内,实现均匀贴合,粗糙度Ra≤1.6μm,使密封面光滑平整,减少磨损。
2. 多层次密封结构设计
主密封采用柔性石墨盘根,耐温≥450℃,具备自润滑与自补偿能力;辅助密封增加一道高温硅胶密封圈,形成双重防护。
3. 热变形补偿设计
阀体采用对称式结构,减少单侧受热导致的翘曲;关键连接部位设置膨胀节,吸收热胀冷缩产生的位移。
4. 制造与安装精度控制
确保阀体焊缝均匀无应力集中;装配时采用激光找正,保证阀门与蓄热室接口的同轴度≤0.1mm。
04 外部条件管控
除了本体设计,外部条件的精细化管理是实现长期零泄漏的关键:
1. 预处理系统的前置保障
前端配置高效除尘和除雾装置,将废气中的颗粒物浓度控制在5mg/m³以下,避免粉尘磨损密封面。对高沸点VOCs增设冷凝预处理,防止其在阀门处冷凝结焦,影响密封效果。
2. 驱动系统的稳定保障
采用伺服液压缸或电动推杆驱动,确保阀门动作速度与位置的精准控制,避免冲击导致的密封面损伤。驱动机构配置防尘、防水保护,在户外或高湿环境下仍能稳定运行。
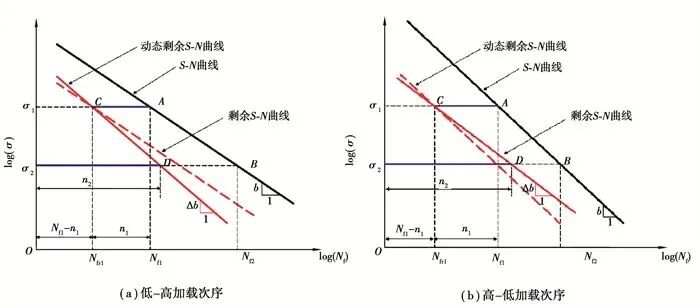
3.智能运维与预测性维护
建立阀门动应力寿命曲线,实时监测动作时长变化,当偏差超过10%时自动报警,提示密封面磨损或卡滞。
每6个月进行一次密封面磨损量检测,每年执行一次保压泄漏率测试,超标时立即进行密封面研磨或备件更换。

来源: 网络VOCs知识速递(转载请注明)
免责声明:本号对转载、分享、陈述、观点保持中立,目的仅在于行业交流,版权归原作者所有。如涉版权和知识产权等侵权问题,请与本号后台联系,即刻删除内容处理。




